Ishikawa-Diagramm im Betrieb: Wie jeder Probleme strukturiert analysieren kann
- Beitrags-Autor:admin
- Beitrag veröffentlicht:März 16, 2026
- Beitrags-Kategorie:Prozessoptimierung
- Beitrags-Kommentare:0 Kommentare
Ein Maschinenstillstand. Wiederkehrende Qualitätsfehler. Ein Termin, der immer wieder kippt.
Was tun die meisten Betriebe in solchen Situationen? Sie suchen schnell einen Schuldigen, greifen zur nächstliegenden Erklärung — und lösen das Problem an der Oberfläche. Zwei Wochen später ist es wieder da.
Das Ishikawa-Diagramm — auch Fischgräten-Diagramm oder 5M-Methode genannt — ist ein einfaches, aber wirkungsvolles Werkzeug, um genau das zu verhindern. Und das Beste: Es braucht keine Ausbildung, keine Software, kein Expertenwissen. Jeder im Betrieb kann es anwenden.
Was ist das Ishikawa-Diagramm?
Das Diagramm wurde von dem japanischen Qualitätspionier Kaoru Ishikawa entwickelt und gehört heute zu den wichtigsten Werkzeugen der Qualitäts- und Prozessarbeit.
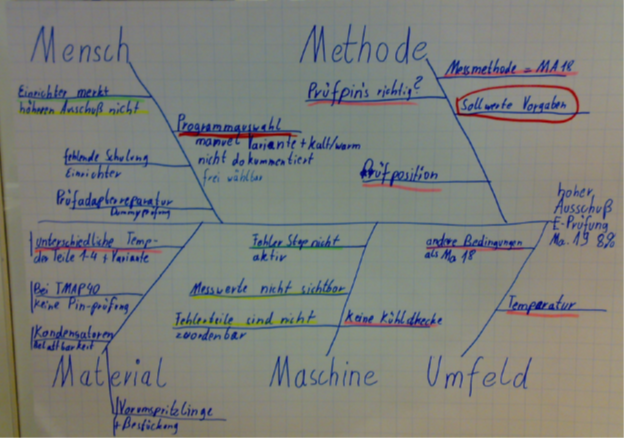
Es sieht aus wie ein Fischskelett:
Der Kopf rechts = das Problem (die „Wirkung“)
Die Gräten links = die möglichen Ursachen, gegliedert nach Kategorien
Ziel ist es, alle möglichen Ursachen eines Problems sichtbar zu machen — bevor man bewertet, priorisiert oder handelt.
Die 5M: Die fünf Kategorien der Ursachensuche
Die Stärke der Methode liegt in ihrer Struktur. Statt chaotisch zu brainstormen, werden Ursachen in fünf feste Kategorien eingeteilt — die sogenannten 5M:
1. Mensch
Welche menschlichen Faktoren könnten zum Problem beitragen?
Fehlende Qualifikation oder Einweisung
Übermüdung, Ablenkung, Zeitdruck
Unklare Zuständigkeiten
Fehlende oder missverständliche Kommunikation
2. Maschine
Welche Rolle spielen Maschinen, Anlagen und Werkzeuge?
Verschleiß, fehlende Wartung
Falsche Einstellungen oder Parameter
Ungeeignetes Werkzeug für die Aufgabe
Maschinenalter oder Instabilität
3. Material
Welche Materialien oder Vorprodukte könnten Ursache sein?
Schlechte Lieferantenqualität
Falsche Lagerung oder Handhabung
Materialverwechslung
Schwankende Chargenqualität
4. Methode
Welche Prozesse, Abläufe oder Standards sind betroffen?
Fehlende oder veraltete Arbeitsanweisungen
Nicht eingehaltene Standards
Unklare Prüfschritte
Prozesse, die nicht zur Aufgabe passen
5. Mitwelt (Umgebung)
Welche Umgebungsfaktoren spielen eine Rolle?
Temperatur, Feuchtigkeit, Licht
Lärm, Platzmangel, Unordnung
Schnittstellen zu anderen Bereichen
Saisonale Einflüsse
Die wichtigste Regel: Erst sammeln, dann bewerten
Und hier liegt der entscheidende Punkt — den viele beim ersten Mal falsch machen:
Während der Erstellung des Diagramms wird nicht bewertet.
Kein „Das ist doch nicht der Grund“, kein „Das hatten wir schon mal gecheckt“, kein „Das kann ich mir nicht vorstellen“. Alle Punkte, die jemand nennt, kommen ins Diagramm — egal wie unwahrscheinlich sie zunächst erscheinen.
Warum ist das so wichtig?
Weil Bewertung während des Sammelns die Gruppe zum Schweigen bringt. Wer zweimal mit seiner Idee abgewimmelt wurde, sagt beim dritten Mal nichts mehr. Und genau dieser dritte Punkt wäre vielleicht die entscheidende Ursache gewesen.
Erst wenn das Diagramm vollständig ist, beginnt die Bewertung: Welche Ursachen sind wahrscheinlich? Welche lassen sich schnell prüfen? Welche haben den größten Hebel?
So erstellen Sie ein Ishikawa-Diagramm — Schritt für Schritt
Was Sie brauchen:
Ein Whiteboard oder ein großes Blatt Papier
Stifte oder Haftnotizen
3–6 Personen, die mit dem Problem vertraut sind (Schichtführer, Maschinenbediener, Qualität, Logistik)
45–90 Minuten Zeit
Schritt 1: Problem klar definieren
Schreiben Sie das Problem so konkret wie möglich an den Kopf des Diagramms. Nicht „schlechte Qualität“ — sondern „Ausschussquote Bauteil X in Schicht 2 bei über 4% seit KW 8“.
Je präziser das Problem, desto gezielter die Ursachensuche.
Schritt 2: Die 5M als Äste anlegen
Zeichnen Sie die fünf Hauptgräten und beschriften Sie sie mit Mensch, Maschine, Material, Methode, Mitwelt.
Schritt 3: Ursachen sammeln — ohne Bewertung
Gehen Sie jede Kategorie durch und fragen Sie: „Was in diesem Bereich könnte zu dem Problem beitragen?“ Alle Nennungen werden eingetragen. Kein Kommentar, keine Diskussion, keine Bewertung.
Schritt 4: Das Bild auf sich wirken lassen
Wenn das Diagramm fertig ist, treten Sie einen Schritt zurück. Oft sieht man jetzt auf einen Blick: In welcher Kategorie sind die meisten Ursachen? Wo häufen sich ähnliche Punkte? Wo gibt es überraschend wenig Einträge?
Das Diagramm zeigt Ihnen ein ehrliches Bild der Situation — so wie sie ist, nicht so wie man sie gerne hätte.
Schritt 5: Jetzt bewerten und priorisieren
Erst jetzt diskutiert die Gruppe: Welche Ursachen sind am wahrscheinlichsten? Welche lassen sich schnell überprüfen oder ausschließen? Welche erfordern vertiefte Analyse?
Markieren Sie die Top-3-Ursachen und leiten Sie daraus konkrete Maßnahmen ab.
Ein Beispiel aus der Praxis
Ein Fertigungsbetrieb hat wiederholt Maßabweichungen an einem gedrehten Bauteil. Im Ishikawa-Workshop mit Schichtführer, Dreher und Qualitätsprüfer entstehen innerhalb einer Stunde über 20 mögliche Ursachen.
Beim neutralen Sammeln kommt auch der Hinweis: „Die Spannvorrichtung vibriert leicht, wenn die Nachbarmaschine läuft.“ Bisher hatte das niemand als relevant eingestuft — also auch nie dokumentiert.
Nach der Bewertungsphase steht dieser Punkt auf Platz 1 der wahrscheinlichsten Ursachen. Eine einfache Messung bestätigt es. Das Problem ist in zwei Tagen behoben.
Ohne das Ishikawa-Diagramm wäre dieser Hinweis vermutlich wieder im Tagesgeschäft verschwunden.
Fazit: Einfach anfangen
Das Ishikawa-Diagramm ist kein Werkzeug für Experten. Es ist ein Werkzeug für alle, die ein Problem wirklich verstehen wollen — bevor sie handeln.
Sie brauchen keine Software, kein Seminar, keine Zertifizierung. Sie brauchen ein Blatt Papier, die richtigen Menschen im Raum und die Disziplin, während des Sammelns nicht zu bewerten.
Das Ergebnis ist jedes Mal dasselbe: ein klares, ehrliches Bild der Situation. Und das ist die Grundlage für jede nachhaltige Verbesserung.
Mehr zum Thema Prozessoptimierung und strukturierte Problemlösung in Ihrem Betrieb: Prozessoptimierung & Lean Management
Helmut Fritz ist Organisations- und Restrukturierungsberater mit Schwerpunkt Automobilindustrie und Mittelstand. Er begleitet Unternehmen bei der strukturierten Analyse und nachhaltigen Lösung von Prozess- und Qualitätsproblemen.
